(1)數(shù)控機(jī)床中與PLC有關(guān)的故障,首先應(yīng)確認(rèn)PLC的運(yùn)行狀態(tài),判斷是自動(dòng)運(yùn)行方式還是停止方式。
(2)在PLC正常運(yùn)行情況下,分析與PLC相關(guān)的故障時(shí),應(yīng)先把不正常的輸出結(jié)果確定下來,然后就可以開始查找故障了。
(3)大多數(shù)有關(guān)PLC的故障是外圍接口信號(hào)故障,所以在維修時(shí),只要PLC有些部分控制的動(dòng)作正常,都不應(yīng)該懷疑PLC程序。如果通過診斷確認(rèn)運(yùn)算程序有輸出,而PLC的物理接口沒有輸出,則為硬件接口電路故障。
(4)硬件故障多于軟件故障。例如,當(dāng)程序執(zhí)行M07(冷卻液開),而機(jī)床無此動(dòng)作,大多是由于外部信號(hào)不滿足,或執(zhí)行元件故障,而不是CNC與PLC接口信號(hào)的故障。
二、與PLC有關(guān)的故障檢測方法
1、根據(jù)故障號(hào)診斷故障
數(shù)控機(jī)床的PLC程序?qū)儆跈C(jī)床廠家的二次開發(fā),即根據(jù)機(jī)床的功能和特點(diǎn),編制相應(yīng)的動(dòng)作順序以及報(bào)警文本,對(duì)過程進(jìn)行監(jiān)控。當(dāng)出現(xiàn)異常情況,會(huì)發(fā)出相應(yīng)報(bào)警。在維修過程中,要充分利用這些信息。
維修實(shí)例1:某數(shù)控機(jī)床的換刀系統(tǒng)在換刀指令時(shí)不動(dòng)作,機(jī)械臂停留在行程中間位置上,CRT顯示某報(bào)警號(hào),查手冊得知該報(bào)警號(hào)表示換刀系統(tǒng)機(jī)械臂位置檢測開關(guān)信號(hào)為“0”,即“刀庫換刀位置錯(cuò)誤”。
根據(jù)報(bào)警內(nèi)容,可診斷故障發(fā)生在換刀裝置和刀庫兩部分,由于相應(yīng)的位置檢測開關(guān)無信號(hào)送至PLC的輸入口,從而導(dǎo)致機(jī)床中斷換刀。造成開關(guān)無信號(hào)的可能原因有兩個(gè):一是由于液壓或機(jī)械上的原因造成動(dòng)作不到位而使開關(guān)得不到感應(yīng);二是接近開關(guān)失靈。
首先檢查刀庫中的接近開關(guān),用一薄金屬片接近感應(yīng)開關(guān),通過檢查發(fā)現(xiàn)開關(guān)正常。因機(jī)械臂停留在中間位置,所以兩個(gè)信號(hào)都為“0”。
機(jī)械裝置檢查:“臂縮回”的動(dòng)作是由電磁閥YV21控制的,手動(dòng)該電磁閥,把機(jī)械臂退回至“臂縮回”位置,機(jī)械恢復(fù)正常。這說明手控電磁閥能使換刀位置定位,從而排除了液壓或機(jī)械上的阻滯造成換刀系統(tǒng)不到位的可能性。
由以上分析可知,PLC的輸入信號(hào)正常,輸出動(dòng)作無誤,問題出在操作不當(dāng)或PLC設(shè)置不當(dāng)上,經(jīng)過操作觀察,兩次換刀時(shí)間的間隔小于PLC規(guī)定的要求,從而造成PLC程序執(zhí)行錯(cuò)誤引起報(bào)警。
2、根據(jù)動(dòng)作順序診斷故障
數(shù)控機(jī)床上刀具及托盤等裝置的自動(dòng)交換動(dòng)作都是按照一定的順序來完成的,因此觀察機(jī)械裝置的運(yùn)動(dòng)過程,比較正常與故障時(shí)的情況,就可發(fā)現(xiàn)疑點(diǎn),診斷出故障原因。
3、根據(jù)控制對(duì)象的工作原理診斷故障
數(shù)控機(jī)床的PLC程序是按照控制對(duì)象的控制原理來設(shè)計(jì)的,通過對(duì)控制對(duì)象工作原理的分析,結(jié)合PLC的I/O狀態(tài)來檢查。維修實(shí)例2:數(shù)控車床工件夾緊故障。
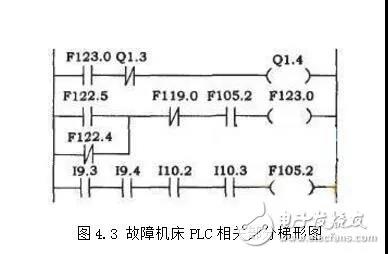
故障現(xiàn)象:該數(shù)控車床配備FANUC-OT系統(tǒng),當(dāng)腳踏尾座開關(guān)使套筒頂尖頂緊工件時(shí),系統(tǒng)產(chǎn)生報(bào)警。尾架套筒的示意圖和PLC輸入開關(guān)分別如圖4.1和4.2所示。
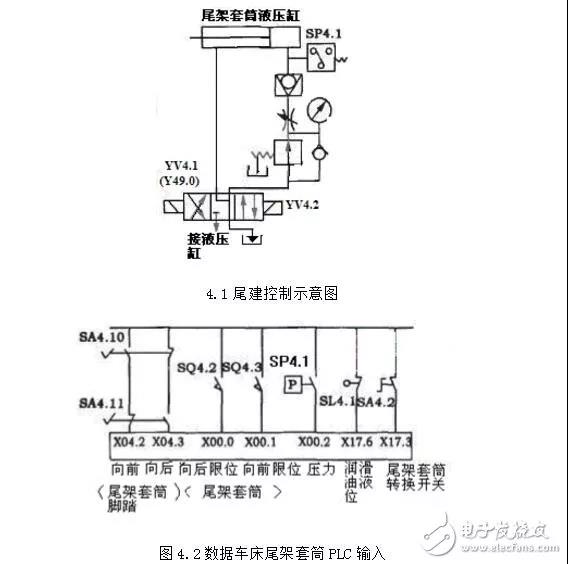
故障診斷:在系統(tǒng)診斷狀態(tài)下,調(diào)出PLC輸入信號(hào),發(fā)現(xiàn)腳踏尾座開關(guān)輸入X04.2為“1”,尾座套筒轉(zhuǎn)換開關(guān)X17.3為“1”,潤滑油液面開關(guān)X17.6為“1”。調(diào)出PLC輸出信號(hào),當(dāng)腳踏尾座開關(guān)被壓下時(shí),輸出Y49.0為“1”,同時(shí)電磁閥也得電。這說明系統(tǒng)PLC輸入/輸出狀態(tài)均正常,分析尾座套筒液壓系統(tǒng)的故障可能性較大。
當(dāng)電磁閥YV4.1得電后,液壓油經(jīng)溢流閥、流量控制閥和單向閥進(jìn)入尾座套筒液壓缸,使其向前頂緊工件。松開腳踏尾座開關(guān)后,電磁閥處于中間位置,油路停止供油。由于單向閥的作用,尾座套筒向前時(shí)的油壓得到保持,該油壓使壓力繼電器常開觸點(diǎn)接通,在系統(tǒng)PLC輸入信號(hào)中X00.2為“1”,但檢查系統(tǒng)PLC輸入信號(hào)X00.2為“0”,說明壓力繼電器有問題,經(jīng)進(jìn)一步檢查發(fā)現(xiàn)其觸點(diǎn)損壞。
4、根據(jù)PLC的I/O狀態(tài)診斷故障
數(shù)控機(jī)床中,輸入/輸出信號(hào)的傳遞一般都要通過PLC接口來實(shí)現(xiàn),因此許多故障都會(huì)在PLC的I/O接口這個(gè)通道中反映出來。數(shù)控機(jī)床的這個(gè)特點(diǎn)為故障診斷提供了方便,不用萬用表就可以知道信號(hào)的狀態(tài),但要熟悉有關(guān)控制對(duì)象的正常狀態(tài)和故障狀態(tài)。
5、通過梯形圖診斷故障
根據(jù)PLC的梯形圖分析和診斷故障是解決數(shù)控機(jī)床外圍故障的基本方法,用這種方法診斷機(jī)床故障首先應(yīng)搞清機(jī)床的工作原理、動(dòng)作順序和連鎖關(guān)系,然后利用系統(tǒng)的自診斷功能或通過機(jī)外編程器,根據(jù)PLC梯形圖查看相關(guān)的輸入/輸出及標(biāo)志位的狀態(tài),從而確定故障原因。
維修實(shí)例3:配備SIN810數(shù)控系統(tǒng)的加工中心,出現(xiàn)分度工作臺(tái)不分度的故障且無報(bào)警。
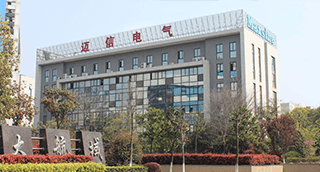
根據(jù)工作原理,分度的齒條和齒輪嚙合,這個(gè)動(dòng)作是靠液壓裝置來完成的,由PLC輸出Q1.4控制電磁閥YVl4來執(zhí)行。PLC相關(guān)部分的梯形圖如圖4.3。通過數(shù)控系統(tǒng)的DIAGNOSIS中的“STATUSPLC”軟鍵,實(shí)時(shí)查看Q1.4的狀態(tài),發(fā)現(xiàn)其狀態(tài)為“0”;由PLC梯形圖查看F123.0也為“0”,按梯形圖逐個(gè)檢查,發(fā)現(xiàn)F105.2為“0”,導(dǎo)致F123.0為“0”;根據(jù)梯形圖查看STATUSPLC中的輸入信號(hào),發(fā)現(xiàn)IlO.2為“0”從而導(dǎo)致F105.2為“0”。19.3、19.4、110.2、IlO.3為4個(gè)接近開關(guān)的檢測信號(hào),以檢測齒條和齒輪是否嚙合。分度時(shí),這4個(gè)接近開關(guān)都應(yīng)有信號(hào),即都應(yīng)閉合,現(xiàn)發(fā)現(xiàn)110.2未閉合。處理方法:檢查機(jī)械部分確認(rèn)機(jī)械是否到位;檢查接近開關(guān)是否損壞。根據(jù)這個(gè)線索繼續(xù)查看,最后發(fā)現(xiàn)反映二、三工位分度頭起始位置檢測開關(guān)19.4、110.2動(dòng)作不同步,導(dǎo)致了工作臺(tái)不旋轉(zhuǎn)。進(jìn)一步確認(rèn)為三工位分度頭產(chǎn)生機(jī)械錯(cuò)位。調(diào)整機(jī)械裝置,使其與二工位同步后,故障消除。
6、動(dòng)態(tài)跟蹤梯形圖診斷故障
有些數(shù)控系統(tǒng)帶有梯形圖監(jiān)控功能,調(diào)出梯形圖畫面,即可以看到輸入/輸出點(diǎn)的狀態(tài)和梯形圖執(zhí)行的動(dòng)態(tài)過程,有的系統(tǒng)則需要機(jī)外編程器才能在線監(jiān)控程序的運(yùn)行。有些PLC在發(fā)生故障時(shí),因過程變化快,查看I/O及標(biāo)志無法跟蹤。此時(shí)需要通過PLC動(dòng)態(tài)跟蹤,實(shí)時(shí)觀察I/O及標(biāo)志位狀態(tài)的瞬間變化,根據(jù)PLC的工作原理作出診斷。
三、PLC的故障維修步驟
對(duì)于PLC系統(tǒng)的故障檢測法:一摸、二看、三聞、四聽、五按跡尋蹤法、六替換法。
一摸、查CPU的溫度高不高,CPU正常運(yùn)行溫度不超過60℃,因手能接受的溫度為人體溫度37~38℃,手感為宜
二看、看各板上的各模塊指示燈是否正常
三聞、聞?dòng)袥]有異味,電子元件或線纜有無燒毀
四聽、聽有無異動(dòng),鏍絲釘松動(dòng)、繼電器正常工作與否,聽現(xiàn)場工作人員的反映情況
五、出現(xiàn)故障根據(jù)圖紙和工藝流程來尋找故障所在地
六、對(duì)不確定的部位進(jìn)行部件替換法來確定故障。
故障檢測具體步驟:
當(dāng)PLC的軟件不正常時(shí),主要看CPU的RUN狀態(tài)是否正常,不正常則進(jìn)行CPU清除后重新下載控制程序。當(dāng)PLC硬件不正常時(shí)則要按以下順序進(jìn)行檢查工作:
1、查看PLC電源是否有電,有電則測量電壓是否在+24V的±5%范圍之內(nèi),有電且正常,則進(jìn)行下一步;有電不正常則進(jìn)行電源模塊的輸出端與輸入端進(jìn)行檢測,若輸出端不正常而輸入端正常,則更換模塊;若輸入端不正常,則進(jìn)行輸入端的逆流法則進(jìn)行相應(yīng)檢查,如進(jìn)行24V交直流變壓器的輸入電壓端的交流電壓220V的±10%檢查,正常,則更換直流24V變壓器。無電則按跡尋蹤,借助原理圖+現(xiàn)場布置總圖+接線圖紙,檢查給電源模塊供電的各種電器器件的輸出端的接線是否正確,不正確,重新接線;正確用萬用表則檢查空氣開關(guān)的進(jìn)線端與出線端有無正常供電,無正常供電,查明是外界還是自身原因,若為外界則是電壓不足還是根本無電壓,或負(fù)載過重,又或嚴(yán)重過流等等的分析,一直到將事故排除正常供電為止;若為本身器件壞則更換之。
2、了解過CPU工作模式及優(yōu)先級(jí),高優(yōu)先級(jí)有STOP、HOLDUP、STARTUP(WARMRESTART、COLDRESTART);低優(yōu)先級(jí)有:RUN、RUN-P(PG/PC的在線讀寫程序)。查看CPU是在RUN模式,或是在STOP模式,又或是RUN模式的閃爍狀態(tài)和STOP模式兼有的保持模式或叫調(diào)試模式。如果僅是RUN模式則CPU和各板為正常進(jìn)行第3步。如果是保持模式出現(xiàn),可能是運(yùn)行過程中用戶程序出現(xiàn)斷點(diǎn)而處于調(diào)試程序狀態(tài),或在啟動(dòng)模式下斷點(diǎn)出現(xiàn),對(duì)此情況重新調(diào)試好程序,再次將控制程序下載到CPU中方可。
3、進(jìn)行各個(gè)主板和擴(kuò)展板上的通迅電纜檢查和各模塊各LED燈的檢察,看是否有壞模塊出現(xiàn)fault燈亮,若有則該模塊不正常。對(duì)于數(shù)字量輸出模塊上各點(diǎn)其實(shí)與現(xiàn)實(shí)生活上的電燈開關(guān)是一樣的功能且為常開點(diǎn),所以在線檢修該模塊的任一點(diǎn)時(shí),只要在無接線時(shí)且該地址在控制程序不給輸出信號(hào)時(shí)來檢測其通不通就可以了,若通,則該點(diǎn)不正常,不通則正常;不正常時(shí)要進(jìn)行硬件連接線的另選點(diǎn)重接工作;另外我們也可以用新模塊進(jìn)行更換后,對(duì)替換下來的模塊的點(diǎn)進(jìn)行測量通斷狀態(tài),通,則該點(diǎn)壞,不通該點(diǎn)為好。
4、對(duì)大量輸出模塊的板子上的電源模塊在正常生產(chǎn)狀態(tài)時(shí)是不能斷電的,因?yàn)榇藭r(shí)斷電的話,將使繼電器柜中的常開繼電器變?yōu)槌i_狀態(tài),容易發(fā)生錯(cuò)誤,因此要對(duì)此類的輸出模塊進(jìn)行檢測時(shí),要與現(xiàn)場操作人員進(jìn)行聯(lián)系,進(jìn)行該部分相關(guān)設(shè)備進(jìn)行手動(dòng)操作后,再撤去數(shù)字量輸出模塊的供電線后對(duì)模塊測點(diǎn)工作。
特別說明:此文章素材來源于互聯(lián)網(wǎng),版權(quán)歸原作者所有!經(jīng)編者收集整理后,與大家一起分享學(xué)習(xí)!如果您認(rèn)為某些內(nèi)容侵犯了您的權(quán)益,請與編者聯(lián)系!我們核實(shí)后將立即修訂!









 聯(lián)系我們
聯(lián)系我們 CRM系統(tǒng)
CRM系統(tǒng) 在線服務(wù)
在線服務(wù) 官方微信
官方微信
